
Margarineherstellungstechnologie
ZUSAMMENFASSUNG
Lebensmittelunternehmen legen heute, wie andere produzierende Betriebe auch, nicht nur Wert auf die Zuverlässigkeit und Qualität ihrer Anlagen zur Lebensmittelverarbeitung, sondern auch auf die vielfältigen Serviceleistungen, die der Anlagenlieferant erbringen kann. Neben effizienten Produktionslinien bieten wir Ihnen eine partnerschaftliche Zusammenarbeit von der ersten Idee oder Projektphase bis zur finalen Inbetriebnahme – und natürlich auch einen umfassenden Kundendienst.
Shiputec verfügt über mehr als 20 Jahre Erfahrung in der Lebensmittelverarbeitungs- und Verpackungsindustrie.
EINFÜHRUNG IN UNSERE TECHNOLOGIE
VISION UND ENGAGEMENT
Das Segment Shiputec entwickelt, fertigt und vermarktet über seine globalen Niederlassungen verfahrenstechnische und Automatisierungslösungen für die Milch-, Lebensmittel-, Getränke-, Schifffahrts-, Pharma- und Körperpflegeindustrie.
Wir unterstützen unsere Kunden weltweit dabei, die Leistungsfähigkeit und Rentabilität ihrer Produktionsanlagen und -prozesse zu steigern. Dies erreichen wir durch ein breites Angebot an Produkten und Lösungen – von Einzelkomponenten bis hin zur Planung kompletter Prozessanlagen – unterstützt durch weltweit führende Anwendungs- und Entwicklungskompetenz.
Wir unterstützen unsere Kunden weiterhin dabei, die Leistung und Rentabilität ihrer Anlagen während ihrer gesamten Lebensdauer zu optimieren, indem wir ihnen über ein koordiniertes Kundendienst- und Ersatzteilnetzwerk auf ihre individuellen Bedürfnisse zugeschnittene Supportleistungen anbieten.
KUNDENORIENTIERUNG
Shiputec entwickelt, fertigt und installiert moderne, hocheffiziente und zuverlässige Produktionslinien für die Lebensmittelindustrie. Für die Herstellung von kristallisierten Fetten wie Margarine, Butter, Brotaufstrichen und Backfetten bietet Shiputec Lösungen, die auch Produktionslinien für emulgierte Lebensmittel wie Mayonnaise, Saucen und Dressings umfassen.
MARGARINEHERSTELLUNG
Margarine und verwandte Produkte bestehen aus einer Wasser- und einer Fettphase und lassen sich daher als Wasser-in-Öl-Emulsionen (W/O) charakterisieren, bei denen die Wasserphase fein als Tröpfchen in der kontinuierlichen Fettphase dispergiert ist. Je nach Anwendungsbereich des Produkts werden die Zusammensetzung der Fettphase und das Herstellungsverfahren entsprechend gewählt.
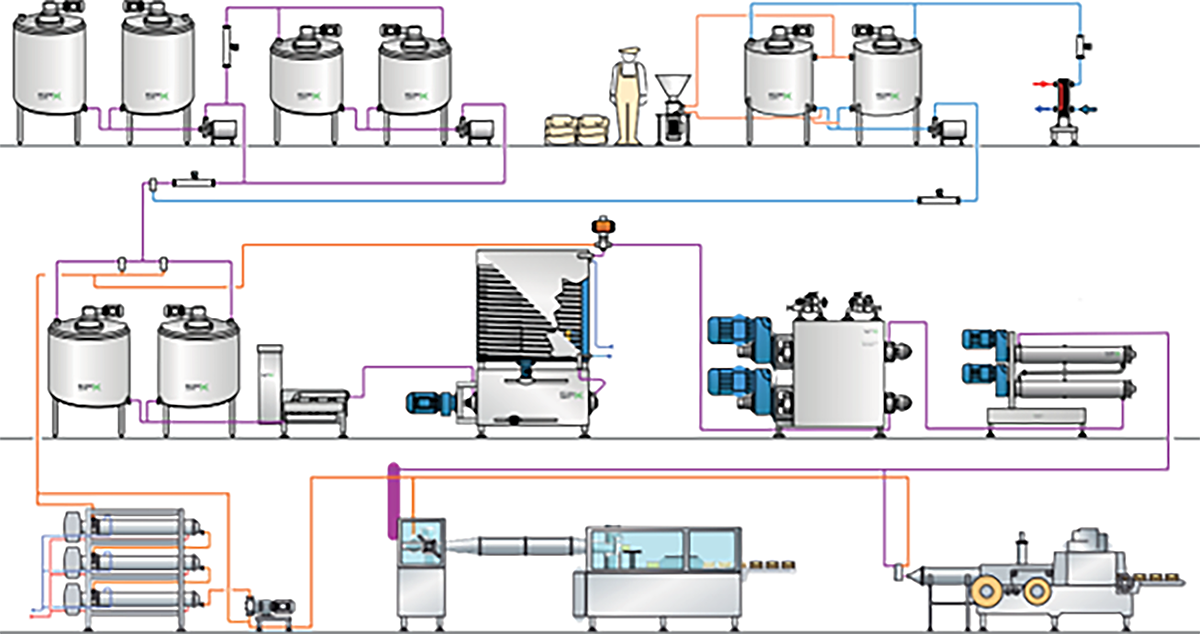
Abgesehen von der Kristallisationsanlage umfasst eine moderne Produktionsstätte für Margarine und verwandte Produkte typischerweise verschiedene Tanks zur Öllagerung sowie zur Herstellung von Emulgatoren, Wasserphasen und Emulsionen. Größe und Anzahl der Tanks richten sich nach der Anlagenkapazität und dem Produktportfolio. Die Anlage beinhaltet außerdem eine Pasteurisierungsanlage und eine Umschmelzanlage. Der Herstellungsprozess lässt sich daher im Allgemeinen in folgende Teilprozesse unterteilen (siehe Abbildung 1):

VORBEREITUNG DER WASSERPHASE UND DER FETTPHASE (ZONE 1)
Die Wasserphase wird häufig chargenweise im Wasserphasentank vorbereitet. Das Wasser sollte Trinkwasserqualität aufweisen. Kann Trinkwasserqualität nicht gewährleistet werden, kann das Wasser beispielsweise mittels UV-Licht oder Filtersystem vorbehandelt werden.
Abgesehen vom Wasser kann die Wasserphase aus Salz oder Salzlake, Milcheiweißen (Tafelmargarine und fettarme Brotaufstriche), Zucker (Blätterteig), Stabilisatoren (fettreduzierte und fettarme Brotaufstriche), Konservierungsmitteln und wasserlöslichen Aromen bestehen.
Die Hauptbestandteile der Fettphase, der Fettmischung, bestehen üblicherweise aus einer Mischung verschiedener Fette und Öle. Um Margarine mit den gewünschten Eigenschaften und Funktionen zu erhalten, ist das Verhältnis von Fetten und Ölen in der Fettmischung entscheidend für die Eigenschaften des Endprodukts.
Die verschiedenen Fette und Öle, entweder als Fettmischung oder als Einzelöle, werden in Öltanks gelagert, die sich üblicherweise außerhalb der Produktionsanlage befinden. Sie werden bei einer stabilen Lagertemperatur oberhalb des Schmelzpunktes des Fettes gehalten und gerührt, um eine Fraktionierung des Fettes zu vermeiden und eine einfache Handhabung zu ermöglichen.
Abgesehen von der Fettmischung besteht die Fettphase typischerweise aus geringfügigen fettlöslichen Zutaten wie Emulgatoren, Lecithin, Aromen, Farbstoffen und Antioxidantien. Diese geringfügigen Zutaten werden in der Fettmischung gelöst, bevor die Wasserphase hinzugefügt wird, also vor dem Emulgierungsprozess.
EMULSIONSVORBEREITUNG (ZONE 2)

Die Emulsion wird hergestellt, indem verschiedene Öle und Fette oder Fettmischungen in den Emulsionsbehälter gegeben werden. Üblicherweise werden zuerst die hochschmelzenden Fette oder Fettmischungen, dann die niedrigschmelzenden Fette und das flüssige Öl hinzugefügt. Um die Fettphase fertigzustellen, werden der Emulgator und weitere öllösliche Nebenbestandteile zur Fettmischung gegeben. Sobald alle Bestandteile der Fettphase gut vermischt sind, wird die Wasserphase hinzugefügt und die Emulsion unter intensivem, aber kontrolliertem Rühren hergestellt.
Für die Dosierung der verschiedenen Zutaten der Emulsion können unterschiedliche Systeme verwendet werden, von denen zwei chargenweise arbeiten:
Durchflussmesssystem
Wiegetanksystem
Ein kontinuierliches Inline-Emulgiersystem ist eine weniger bevorzugte, aber dennoch eingesetzte Lösung, beispielsweise in Anlagen mit hoher Kapazität, in denen nur begrenzter Platz für Emulsionstanks zur Verfügung steht. Dieses System nutzt Dosierpumpen und Massendurchflussmesser, um das Verhältnis der zugegebenen Phasen in einem kleinen Emulsionstank zu steuern.
Die oben genannten Systeme lassen sich alle vollautomatisch steuern. Einige ältere Anlagen verfügen jedoch noch über manuell gesteuerte Emulsionsaufbereitungssysteme. Deren Installation ist jedoch arbeitsintensiv und wird aufgrund der strengen Rückverfolgbarkeitsvorschriften heutzutage nicht mehr empfohlen.
Das Durchflussmesssystem basiert auf der chargenweisen Emulsionsherstellung. Dabei werden die verschiedenen Phasen und Inhaltsstoffe mittels Massendurchflussmessern beim Überführen aus den jeweiligen Phasenvorbereitungstanks in den Emulsionstank gemessen. Die Genauigkeit des Systems beträgt ±0,3 %. Es zeichnet sich durch seine Unempfindlichkeit gegenüber äußeren Einflüssen wie Vibrationen und Verschmutzungen aus.
Das Wiegetanksystem ähnelt dem Durchflussmesssystem, das auf der chargenweisen Emulsionsherstellung basiert. Hierbei werden die Mengen der Inhaltsstoffe und Phasen direkt in den Emulsionstank gegeben, der auf Wägezellen montiert ist, welche die zugegebenen Mengen steuern.
Üblicherweise wird zur Emulsionsherstellung ein Zwei-Tank-System verwendet, um die Kristallisationsanlage kontinuierlich betreiben zu können. Jeder Tank dient als Vorbereitungs- und Puffertank (Emulsionstank). Die Kristallisationsanlage wird aus dem einen Tank beschickt, während im anderen eine neue Charge vorbereitet wird und umgekehrt. Dieses Verfahren wird als Flip-Flop-System bezeichnet.
Eine weitere Option ist die Herstellung einer Emulsion in einem separaten Tank, die anschließend in einen Puffertank überführt wird, von dem aus die Kristallisationsanlage gespeist wird. Dieses System wird als Vormisch-/Puffersystem bezeichnet.
Pasteurisierung (Zone 3)

Aus dem Puffertank wird die Emulsion normalerweise kontinuierlich durch einen Plattenwärmetauscher (PHE) oder einen Niederdruck-Kratzflächenwärmetauscher (SSHE) oder einen Hochdruck-SSHE zur Pasteurisierung gepumpt, bevor sie in die Kristallisationslinie eintritt.
Für Vollfettprodukte wird üblicherweise ein PHE verwendet. Für fettärmere Varianten, bei denen die Emulsion eine relativ hohe Viskosität aufweisen soll, sowie für wärmeempfindliche Emulsionen (z. B. Emulsionen mit hohem Proteingehalt) wird das SPX-System als Niederdrucklösung oder das SPX-PLUS-System als Hochdrucklösung empfohlen.
Die Pasteurisierung bietet mehrere Vorteile. Sie hemmt das Bakterienwachstum und das Wachstum anderer Mikroorganismen und verbessert so die mikrobiologische Stabilität der Emulsion. Zwar ist auch nur die Wasserphase pasteurisiert, jedoch wird die Pasteurisierung der gesamten Emulsion bevorzugt, da dadurch die Verweilzeit zwischen pasteurisiertem Produkt und Abfüllung bzw. Verpackung des Endprodukts minimiert wird. Zudem erfolgt die Produktverarbeitung in einem Inline-Prozess von der Pasteurisierung bis zur Abfüllung bzw. Verpackung des Endprodukts. Durch die Pasteurisierung der gesamten Emulsion wird auch die Pasteurisierung von eventuell anfallendem Material gewährleistet.
Darüber hinaus gewährleistet die Pasteurisierung der gesamten Emulsion, dass diese der Kristallisationsanlage mit konstanter Temperatur zugeführt wird. Dadurch werden konstante Verarbeitungsparameter, Produkttemperaturen und eine gleichbleibende Produkttextur erzielt. Zudem wird das Auftreten von vorkristallisierter Emulsion in der Kristallisationsanlage verhindert, indem die Emulsion ordnungsgemäß pasteurisiert und der Hochdruckpumpe mit einer Temperatur zugeführt wird, die 5–10 °C über dem Schmelzpunkt der Fettphase liegt.
Ein typischer Pasteurisierungsprozess umfasst nach der Herstellung der Emulsion bei 45–55 °C eine Erhitzungs- und Haltephase der Emulsion bei 75–85 °C für 16 Sekunden und anschließend eine Abkühlung auf 45–55 °C. Die Endtemperatur hängt vom Schmelzpunkt der Fettphase ab: Je höher der Schmelzpunkt, desto höher die Temperatur.
KÜHLEN, KRISTALLSIEREN UND KNETEN (ZONE 4)
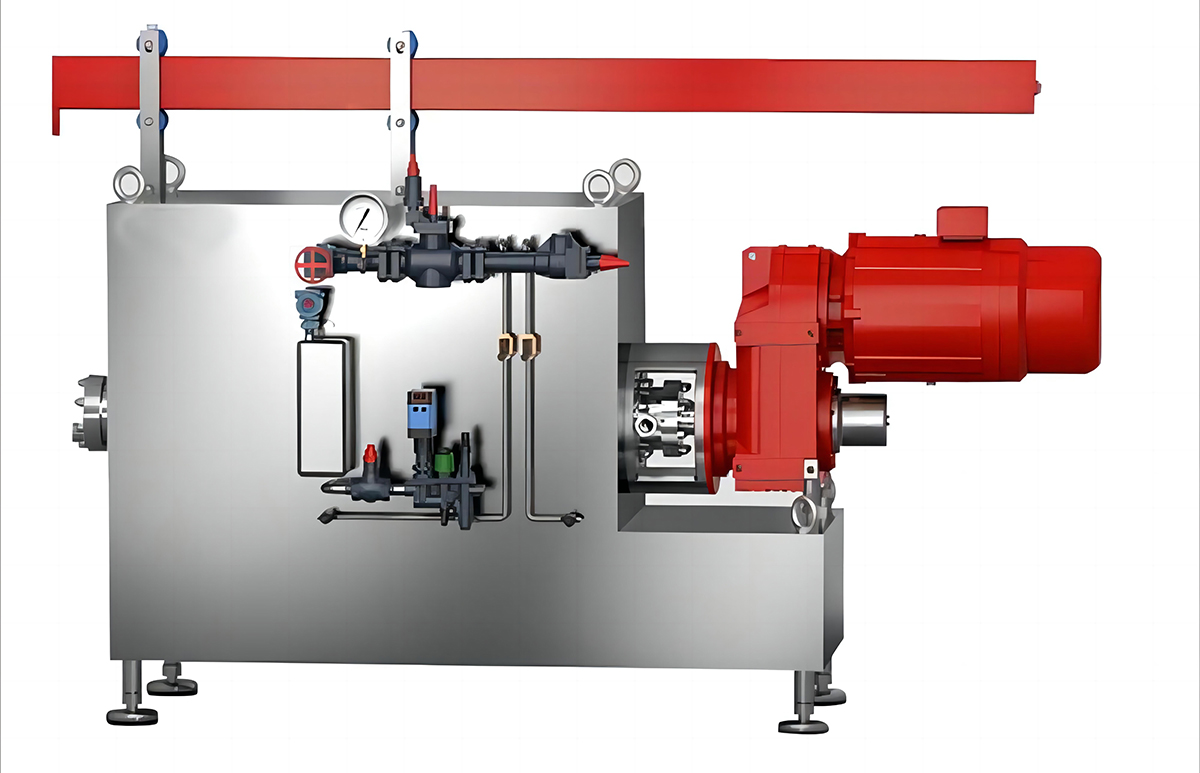
Die Emulsion wird mittels einer Hochdruck-Kolbenpumpe (HPP) zur Kristallisationsanlage gefördert. Die Kristallisationsanlage für die Herstellung von Margarine und ähnlichen Produkten besteht typischerweise aus einem Hochdruck-Wärmetauscher (SSHE), der mit Ammoniak oder Freon gekühlt wird. Um die Knetintensität und -dauer für die Herstellung von Kunststoffprodukten zu erhöhen, werden häufig Stiftrotormaschinen und/oder Zwischenkristallisatoren in die Anlage integriert. Ein Ruherohr bildet den letzten Schritt der Kristallisationsanlage und wird nur dann eingesetzt, wenn das Produkt verpackt wird.
Das Herzstück der Kristallisationsanlage ist der Hochdruck-SSHE (Super-Shock Heat Exchanger), in dem die warme Emulsion unterkühlt und an der Innenwand des Kühlrohrs kristallisiert. Die Emulsion wird durch rotierende Abstreifer effizient abgetragen und somit gleichzeitig gekühlt und geknetet. Bei der Kristallisation des Fettes in der Emulsion bilden die Fettkristalle ein dreidimensionales Netzwerk, das die Wassertröpfchen und das flüssige Öl einschließt. Dadurch entstehen Produkte mit plastisch-halbfesten Eigenschaften.
Je nach Art des herzustellenden Produkts und der für das jeweilige Produkt verwendeten Fette kann die Konfiguration der Kristallisationsanlage (d. h. die Reihenfolge der Kühlrohre und der Stiftrotormaschinen) so angepasst werden, dass die optimale Konfiguration für das jeweilige Produkt erreicht wird.
Da die Kristallisationsanlage üblicherweise mehrere spezifische Fettprodukte herstellt, besteht die SSHE (Single-Special Heat Exchanger) oft aus zwei oder mehr Kühlabschnitten oder Kühlrohren, um den Anforderungen an eine flexible Kristallisationsanlage gerecht zu werden. Bei der Herstellung verschiedener kristallisierter Fettprodukte aus unterschiedlichen Fettmischungen ist Flexibilität erforderlich, da sich die Kristallisationseigenschaften der Mischungen unterscheiden können.
Der Kristallisationsprozess, die Verarbeitungsbedingungen und die Prozessparameter haben einen großen Einfluss auf die Eigenschaften der fertigen Margarine- und Brotaufstrichprodukte. Bei der Planung einer Kristallisationsanlage ist es wichtig, die Eigenschaften der geplanten Produkte zu ermitteln. Um die Investition langfristig zu sichern, sind Flexibilität der Anlage sowie individuell steuerbare Prozessparameter erforderlich, da sich das Produktsortiment im Laufe der Zeit und mit den Rohstoffen ändern kann.
Die Kapazität der Anlage wird durch die verfügbare Kühlfläche des SSHE bestimmt. Es sind Maschinen in verschiedenen Größen erhältlich, von Anlagen mit niedriger bis hoher Kapazität. Auch der Flexibilitätsgrad variiert: Von Anlagen mit einem Rohr bis hin zu Anlagen mit mehreren Rohren sind verschiedene Ausführungen möglich, wodurch hochflexible Verarbeitungslinien realisiert werden können.
Nach der Kühlung im SSHE gelangt das Produkt in die Nadelrotormaschine und/oder Zwischenkristallisatoren, wo es für eine bestimmte Zeit und mit einer bestimmten Intensität geknetet wird, um die Ausbildung des dreidimensionalen Netzwerks – makroskopisch betrachtet die plastische Struktur – zu fördern. Soll das Produkt verpackt vertrieben werden, durchläuft es vor dem Abfüllen in das Ruherohr erneut den SSHE. Wird das Produkt in Becher abgefüllt, ist kein Ruherohr in der Kristallisationslinie vorgesehen.

VERPACKUNG, FÜLLUNG UND UMSCHMELZEN (ZONE 5)

Verschiedene Verpackungs- und Abfüllmaschinen sind auf dem Markt erhältlich und werden in diesem Artikel nicht beschrieben. Die Konsistenz des Produkts unterscheidet sich jedoch deutlich, je nachdem, ob es verpackt oder abgefüllt werden soll. Ein verpacktes Produkt muss eine festere Textur aufweisen als ein abgefülltes. Ist diese Textur nicht optimal, wird das Produkt dem Umschmelzsystem zugeführt, eingeschmolzen und dem Puffertank zur Wiederaufbereitung hinzugefügt. Es stehen verschiedene Umschmelzsysteme zur Verfügung, am häufigsten werden jedoch Plattenwärmetauscher (PHE) oder Niederdruck-SSHE eingesetzt.
AUTOMATISIERUNG
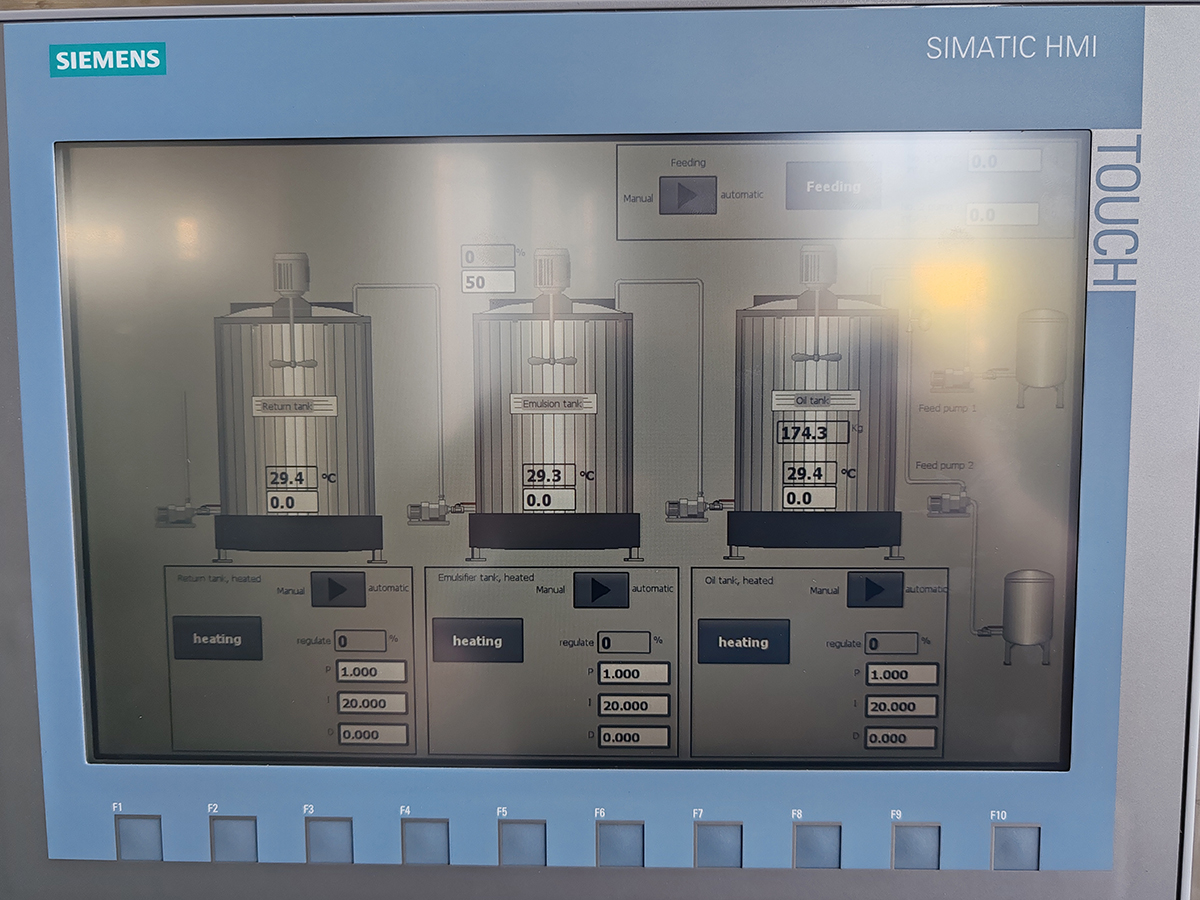
Margarine wird, wie andere Lebensmittel auch, heutzutage in vielen Fabriken unter strengen Rückverfolgbarkeitsrichtlinien hergestellt. Diese Richtlinien umfassen in der Regel die Zutaten, die Produktion und das Endprodukt und führen nicht nur zu erhöhter Lebensmittelsicherheit, sondern auch zu gleichbleibender Lebensmittelqualität. Die Anforderungen an die Rückverfolgbarkeit lassen sich in das Kontrollsystem der Fabrik integrieren. Das Shiputec-Kontrollsystem ist darauf ausgelegt, wichtige Bedingungen und Parameter des gesamten Herstellungsprozesses zu erfassen, zu protokollieren und zu dokumentieren.
Das Steuerungssystem ist passwortgeschützt und protokolliert alle relevanten Parameter der Margarineproduktionslinie – von der Rezeptur bis zur Endproduktbewertung. Die Datenerfassung umfasst die Fördermenge und den Förderstrom der Hochdruckpumpe (l/h und Gegendruck), die Produkttemperaturen (inkl. Pasteurisierung) während der Kristallisation, die Kühltemperaturen (bzw. Kühlmediendrücke) des Wärmespeichers, die Drehzahl des Wärmespeichers und der Stiftrotormaschinen sowie die Motorlast der Hochdruckpumpe, des Wärmespeichers und der Stiftrotormaschinen.
Steuerungssystem

Während der Verarbeitung werden Alarme an den Bediener gesendet, wenn die Verarbeitungsparameter für das jeweilige Produkt außerhalb der zulässigen Grenzen liegen. Diese Parameter werden vor Produktionsbeginn im Rezepteditor festgelegt. Die Alarme müssen manuell bestätigt und die entsprechenden Maßnahmen gemäß den Verfahrensanweisungen ergriffen werden. Alle Alarme werden in einem Alarmarchiv gespeichert und können später eingesehen werden. Sobald das Produkt die Produktionslinie in geeigneter Verpackung oder Abfüllung verlässt, ist es neben dem Produktnamen in der Regel mit Datum, Uhrzeit und Chargennummer zur späteren Rückverfolgbarkeit gekennzeichnet. Die vollständige Historie aller Produktionsschritte wird somit zum Schutz des Herstellers und des Endverbrauchers protokolliert.
CIP

CIP-Reinigungsanlagen (CIP = Cleaning in Place) gehören ebenfalls zu modernen Margarineproduktionsanlagen, da diese regelmäßig gereinigt werden müssen. Für herkömmliche Margarineprodukte ist eine Reinigung pro Woche üblich. Bei empfindlichen Produkten wie fettarmen (wasserreichen) und/oder proteinreichen Produkten werden jedoch kürzere CIP-Intervalle empfohlen.
Prinzipiell kommen zwei CIP-Systeme zum Einsatz: CIP-Anlagen, die die Reinigungsmedien nur einmal verwenden, und die empfohlenen CIP-Anlagen, die mit einer Pufferlösung der Reinigungsmedien arbeiten. Dabei werden Medien wie Lauge, Säure und/oder Desinfektionsmittel nach Gebrauch in die einzelnen CIP-Lagertanks zurückgeführt. Letzteres Verfahren ist vorzuziehen, da es eine umweltfreundliche und wirtschaftliche Lösung hinsichtlich des Verbrauchs von Reinigungsmitteln und damit deren Kosten darstellt.
Sind in einem Werk mehrere Produktionslinien installiert, können parallele Reinigungsanlagen oder CIP-Satellitensysteme eingerichtet werden. Dies führt zu einer deutlichen Reduzierung der Reinigungszeit und des Energieverbrauchs. Die Parameter des CIP-Prozesses werden automatisch gesteuert und zur späteren Nachverfolgung im Steuerungssystem protokolliert.
Schlussbemerkungen
Bei der Herstellung von Margarine und ähnlichen Produkten ist zu beachten, dass nicht nur die Zutaten wie die verwendeten Öle und Fette oder die Rezeptur die Qualität des Endprodukts bestimmen, sondern auch die Anlagenkonfiguration, die Verarbeitungsparameter und der Anlagenzustand. Ist die Produktionslinie oder die Ausrüstung nicht ordnungsgemäß gewartet, besteht die Gefahr einer ineffizienten Produktion. Für die Herstellung hochwertiger Produkte ist daher eine gut funktionierende Anlage unerlässlich. Ebenso wichtig sind die Wahl der Fettmischung mit Eigenschaften, die dem jeweiligen Verwendungszweck des Produkts entsprechen, sowie die korrekte Anlagenkonfiguration und die Wahl der Verarbeitungsparameter. Nicht zuletzt muss das Endprodukt entsprechend seiner Verwendung temperaturbehandelt werden..
Veröffentlichungsdatum: 19. Dezember 2023